
הקדמה צו פּראָדוקציע פּראָצעס
דער פּראָדוקציע פּראָצעס ניצט מעקאַנייזד סטראַנדינג שטייַג פֿאַר פידינג.עס האט קיין רעקווירעמענץ פֿאַר די רוי מאַטעריאַלס פון סלאַדזש (קיין ימפּיוראַטיז≥5 סענטימעטער).עס איז פּשוט און באַקוועם, סאַוועס אַרבעט און צייט, ראַדוסאַז קאָס און ימפּרוווז עפעקטיווקייַט.
1. פידינג: (אַ גאָר ענקלאָוזד סילאָ איז באַשטימט)
נאָך די מאַטעריאַלס זענען פאסטעכער אין די סילאָ דורך די ליפט, אָנהייב די פידינג וואַלוו און פידינג אָגער, און יונאַפאָרמלי אַרייַן די אָגער אָדער הידראַוליק פידער לויט די שטעלן נאָרמאַל, און נוצן די פידער צו קאָרמען די מאַטעריאַלס אין די קראַקינג קעסל.
2. פּיראָליסיס
קראַקינג, שטעלן טעמפּעראַטור 350℃— 470℃.די ראָוטיישאַן גיכקייַט פון די קראַקינג קעסל איז 150 סעקונדעס פּער קרייַז.נאָך די קאַמפּלישאַן פון די בוימל סלאַדזש קראַקינג, די רעזאַדו גייט אריין די סלאַג עקסטראַקטאָר, וואָס סענדז די רעזאַדו אין די וואַסער-קולד סלאַג בין.די רעזאַדו איז אויטאָמאַטיש שטעלן אין אַ טאָן זעקל פון הויך טעמפּעראַטור צו נאָרמאַל טעמפּעראַטור און פּאַקידזשד פֿאַר צייַטווייַליק סטאָרידזש.
3. באַהיצונג, דרוק קאָנטראָל
מער סוויווע-פרייַנדלעך ברענוואַרג גאַז איז געניצט פֿאַר באַהיצונג.הויך טעמפּעראַטור קראַקינג איז יקוויפּט מיט פיר 30 וו ברענוואַרג ענדזשאַנז און פיר גאַז שפּריץ גאַנז, אַלע וואָס זענען ינטעלידזשאַנטלי קאַנטראָולד צו ענשור דער נאָרמאַל טעמפּעראַטור פארלאנגט פֿאַר קראַקינג פּראָדוקציע.
די פּראָדוקציע פּלאַן דרוק פון די ויסריכט איז נאָרמאַל, דער נאָרמאַל פּראָדוקציע דרוק איז 0.01MPa - -0.02MPa, און די מאַקסימום שטעלן דרוק איז 0.03MPa.בעשאַס די פּראָדוקציע פּראָצעס, די דרוק קאָנטראָל סענסער גיט די דרוק סענסינג סיגנאַל.די דרוק קאָנטראָל סיסטעם אָפּענס אָדער קלאָוזיז די דרוק רעליעף קאָנטראָל וואַלוו לויט די באַשטימט דרוק, און סענדז אַ שרעק דערמאָנונג צו ענשור די זיכער פּראָדוקציע פון די ויסריכט.
3.4 פּראָדוקציע פּראָצעס
איידער פּראָדוקציע, קאָנטראָלירן צי די עלעקטריק פאָר מיטל איז נאָרמאַל, אַרייַנגערעכנט (קרייַז, רעדוסער, בלאָווער, ינדוסט פּלאַן פאָכער, סערקיאַלייטינג וואַסער פּאָמפּע), צי די פידינג ווינטש און די דיסטשאַרדזשינג ווינטש אַרבעט נאָרמאַלי, און צי די ינטעליגענט מאַכט פאַרשפּרייטונג קאַבינעט האט קיין שולד (קאָנטאַקט די וישאַלט פּערסאַנעל איידער דורכפאַל, און טאָן ניט אָנהייבן עס גלייַך)
פידינג בינע
פּראָדוקציע בינע: איידער פּראָדוקציע, קאָנטראָלירן צי די ברענוואַרג מאָטאָר, לופט פּאָמפּע, לופט קאַמפּרעסער און בלאָווער זענען נאָרמאַל, קאָנטראָלירן צי די וואַסער פּלאָמבע איז קורץ פון וואַסער, האַלטן די לופט ווענטיל וואַלוו פון די ווינטש עפענען, האַלטן די סלאַג ווענטיל וואַלוו פֿאַרמאַכט, און האַלטן די ויסגאַנג וואַלוו פון די פּאַרע פּויק אָפֿן, און דעריבער מאַכן די אויוון דרייען פאָרויס פֿאַר וועגן 100 סעקונדעס / קרייַז דורך די אָפּעראַציע פון די ינטעליגענט מאַכט פאַרשפּרייטונג קאַבינעט.ווען די ברענוואַרג מאָטאָר איז געעפנט צו פאַרגרעסערן די טעמפּעראַטור דורך 50℃, נאָענט די ויסגאַנג וואַלוו פון די גאַז דיסטריביאַטער, סלאָולי כאַפּן די טעמפּעראַטור צו 150℃— 240℃, און די ניט-קאַנדענסאַבאַל גאַז סטאַרץ צו זיין דזשענערייטאַד.עס איז געשיקט צו די אויוון פֿאַר קאַמבאַסטשאַן דורך די ברענוואַרג גאַז אָפּזוך סיסטעם.לויט די סומע פון ניט-קאַנדענסאַבאַל גאַז, קער אַוועק די נומער פון ברענוואַרג ענדזשאַנז אין קער צו האַלטן די שטאַט פון פּאַמעלעך פייַער.(אויב די סומע פון ניט-קאַנדענסאַבלע גאַז איז גרויס, עס וועט זיין געשיקט צו אן אנדער גרופּע פון עקוויפּמענט פֿאַר קאַמבאַסטשאַן דורך מאַנואַל וואַלווז. אויב אנדערע עקוויפּמענט טאָן ניט דאַרפֿן עס, די וידעפדיק ניט קאַנדענסטאַבאַל גאַז קענען זיין געשיקט צו די צווייטיק קאַמבאַסטשאַן קאַמער), און דעמאָלט סלאָולי העכערונג צו 380-450℃.פאַרזיכערן אַז די קראַקינג איז ריין.פאַרקלענערן פון ניט-קאַנדענסאַבאַל גאַז,
ניטראָגען רייניקונג סיסטעם;עס איז דער הויפּט געניצט צו רייניקן די באַהאַנדלונג קעסל, גאַז ופנעמער, קאַנדענסער, ייל גאַז סעפּאַראַטאָר און וואַסער-קולד סלאַג בין צו פאַרבייַטן די ניט-קאַנדענסאַבאַל גאַז מיט ניטראָגען.ינשור די זיכערקייַט פון ויסריכט פּראָדוקציע.
סלאַגינג סיסטעם;איידער סלאַג אָפּזאָגן, די לופט ווענטיל וואַלוו פון די ווינטש שטייַג וועט זיין פארמאכט דורך די ינטעליגענט עלעקטריק קאַבינעט, די אַש קאָאָלינג סיסטעם וועט זיין עפן פֿאַר טראַנסמיסיע, און די סערקיאַלייטינג וואַסער פּאָמפּע וועט זיין געעפנט.ווען די שווער ייל וואַלוו איז געעפנט, אַ קליין סומע פון שווער ייל מוזן זיין ויסגעשעפּט ערשטער צו ויסמיידן סטיקינג צו די סלאַג אָפּזאָגן שטייַג.נאָענט די שווער ייל וואַלוו נאָך די שווער ייל איז ויסגעשעפּט.דער אויוון גוף ריווערסאַז און סטאַרץ סלאַג אָפּזאָגן פֿאַר 1-1.5 שעה.
מאַטעריאַל פון קראַקינג קעסל: 316 ל ומבאַפלעקט שטאָל Q245RQ345R נאציאנאלע נאָרמאַל קעסל שטאָל טעלער
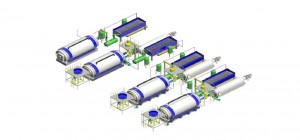
פּיראָליסיס קעסל גרייס:φ 2800מם * 7700מם
באַנד און היץ וועקסל שטח פון קראַקינג קעסל: 47מ3 און 80מ2
קאַנדאַנסיישאַן מאָדע און היץ וועקסל געגנט: וואַסער קאָאָלינג 90מ2
הויפּט סטרוקטור פאָרעם: האָריזאָנטאַל ראָוטיישאַן
סיסטעם דרוק: נאָרמאַל דרוק
ויסריכט שטח: 50 ם לאַנג, 10 ם ברייט און 6 ם הויך
ויסריכט וואָג: 50-60ט
יקספּלאָוזשאַן-דערווייַז פּראָצעס: אַלע עלעקטריקאַל אַפּפּליאַנסעס זענען יקוויפּט מיט YB נאציאנאלע נאָרמאַל יקספּלאָוזשאַן-דערווייַז עלעקטריקאַל אַפּפּליאַנסעס
ברענוואַרג קאַנסאַמשאַן: 600 עם פון נאַטירלעך גאַז איז קאַנסומד פּער טאָג פֿאַר קעסיידערדיק טיפּ³/ ד ריקווייערז 500 ל / ד פון ברענוואַרג בוימל
מאַכט און פאַרשפּרייטונג סיסטעם: די ויסריכט איז יקוויפּט מיט אַ גאַנץ מאַכט פון 46.4 קילאוואט.
איינער ינטעליגענט דעסקטאַפּ קאָנטראָל קאַבינעט איז יקוויפּט (מאַכט קאָנטראָל, טעמפּעראַטור, דרוק דיגיטאַל אַרויסווייַזן שרעק, ינטעליגענט וואַלוו אָפּעראַציע פון פאַרבינדן פאַרשטעלן און אנדערע פאַנגקשאַנז).
די דורכשניטלעך אַורלי מאַכט פאַרשפּרייטונג איז 30קוו, און די טעגלעך מאַכט פאַרשפּרייטונג איז וועגן 500-600 קילאוואט שעה.

פּאָסטן צייט: Jan-09-2023